
01项目背景
折叠线设备是生产抽纸的核心设备,用于将卷型原纸加工成条型抽纸,又称抽纸机。应用在高速场景下,保证折叠的整齐度,实现高位置精度、高速度精度。同时首张半折易抽取的消费者需求,需要各个工艺动作之间要智能化灵活切换工序,运行过程中紧密衔接。
过往在折叠线市场上,以海外品牌的解决方案为主,但是随着市场的高速发展和消费者需求的提高,越来越多的企业开始选择国产品牌,兼顾产能升级、工艺改良和成本管控。
02:折叠线设备原理
01:送纸:
主机辊由变频器控制。
02:切纸
主机辊分前送纸辊和后送纸辊,每个辊上均匀分布3个刀口,即每个辊转动一圈送3张纸,合计6张。
03:接纸
先由前分纸和前升降接纸,按厚度换算前升降与主轴的同步比例。
04折尾
由后分纸和后升降折尾。因后升降在前升降下方,前升降接纸过程中,后升降同步前升降下降速度,避免撞机。
05:交接
到达设定条件后,由承接台接替接纸,按厚度换算承接台与主轴的同步比例。因承接台在后升降下方,承接台上升过程中,后分纸和后升降避让,避免撞机。
06:分纸
承接台接纸到达设定规格后,再切换回前分纸和前升降接纸。
07:出纸
前分纸和前升降接纸的同时,承接台将加工完成的条型抽纸下放到输送带。
03:英威腾方案介绍
在广东省某印包客户原方案使用脉冲伺服方案,存在效率低、接线复杂、升级改造困难的问题,需求为:
1) 采用EtherCAT总线型方案替换原脉冲方案。
2) 提高效率,期望目标120米每分。
3) 通过触摸屏的人机交互方式,调整工艺时序。
4) 伺服轴速度同步关联送纸主轴速度。
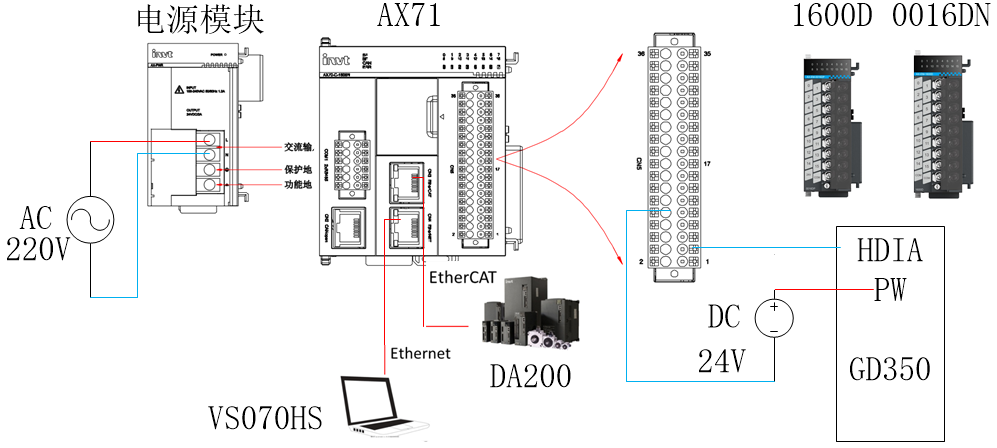
因此,英威腾推出的AX71运动控制器+DA200EtherCAT总线伺服驱动器+GD350变频器+VS070HS触摸屏的折叠线方案,大量应用了电子齿轮功能,通过多轴复合同步功能,实现高速折叠分纸和折尾翻转。
3.1方案特点
1)强大的复合同步控制:
在接纸工艺中,前升降和编码器轴同步;
在折尾工艺中,后升降和前升降同步;
在交接工艺中,由前升降和编码器轴同步切换为承接台和编码器轴同步
2)可通过“触发片数”修改工艺的时序,适应实际的现场需求。
3)可通过“过程片数”修改工艺的速度,关联主轴速度。
4)高性能总线运动控制器AX71:
优秀的通讯带载能力,最多支持16轴总线通讯和大规模远程IO扩展。
多样的外设通讯接口,支持ModbusTCP、ModbusRTU及CANopen等通讯协议。
精密的运动控制能力,支持电子凸轮、电子齿轮及插补等高级运动控制功能。
丰富的行业工艺功能,集成了追剪、飞剪、张力控制、温度PID等工艺库。
3.2方案系统图
3.2方案配置表

由送纸主机变频器完成送纸,切纸,并通过联轴器连接被动编码器伺服,被动编码器伺服的位置速度等同于主机变频器的位置速度。由前分纸伺服和前升降伺服完成接纸、分纸,由后分纸伺服和后升降伺服完成折尾,由承接台伺服完成交接、配合分纸和出纸。
3.4方案优势:
01效率:
最高加工效率实现120米每分,或14条每分,相比原方案效率提升最高可达40%。
02产品:
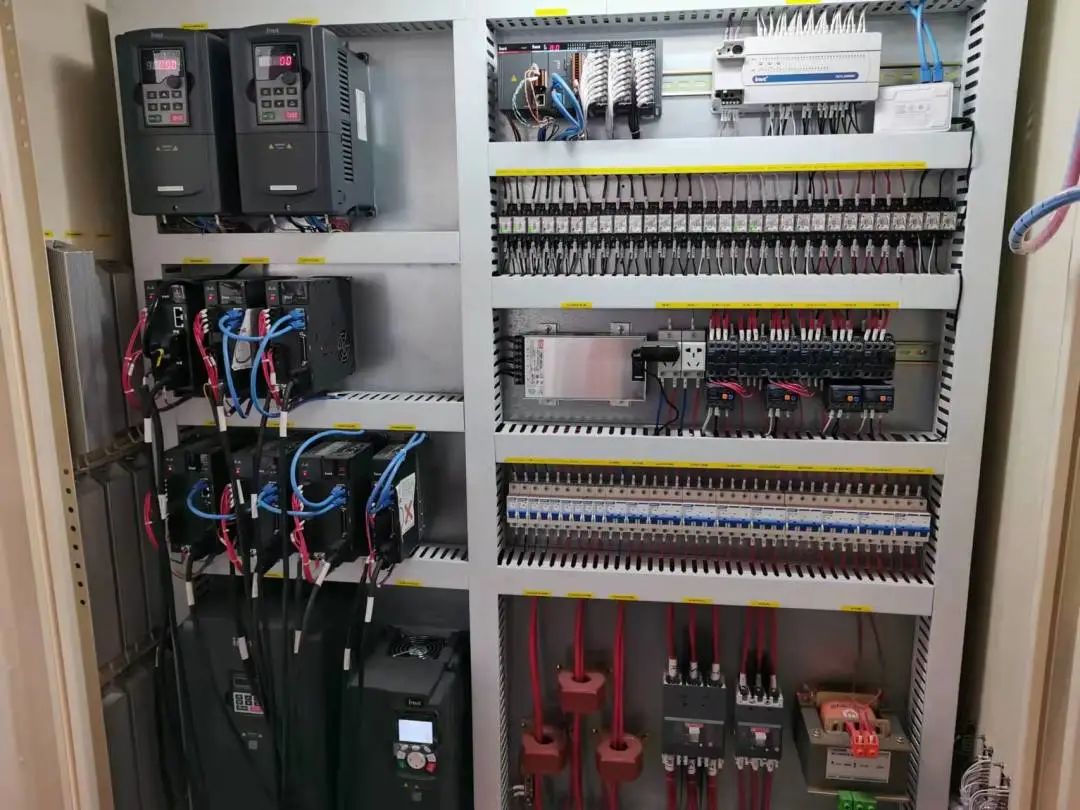
EtherCAT总线型伺服驱动器DA200接线简单,电气柜布局美观。
程序上使用“DA200”进行识别,方便换型,不用频繁修改程序。
编程平台为Codesys,编程语言丰富,方便实现控制需求和升级改造。
03工艺:
精简的工艺参数,方便现场调试。
使用被动编码器伺服提高稳定性和精度。独立编码器常见接线复杂、抗干扰能力差和不能直接参与多轴联动等诸多不便。
04成本:
前架、机头和后架既可以通讯交互分体控制,也可以集成控制,有效管理成本。
04现场应用

05总结
本方案具有效率高、工艺智能、升级改造方便、完善的售后保障体系等多重优势。英威腾在印包行业有非常丰富的经验,除折叠线方案外还具备切纸机方案、单包机方案、中包机方案、复卷封口线方案等整线方案,助力合作伙伴共同发展。
 首页
首页 电话
电话 邮箱
邮箱