
一、 项目背景
贴标机是自动瓶装生产线的主要设备之一,适用于制药、食品、化工等行业的玻璃瓶、塑料瓶或类似物体的贴标,能完成自动分瓶、送示带、分离标签、贴标等功能。其生产效率的高低和贴标质量的好坏直接关系着公司的生产效益。
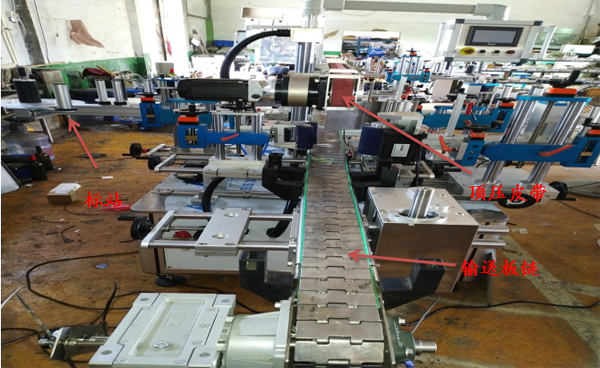
在贴标行业的直线贴标机中,为了贴标的时候保持瓶子平稳,要求在设备运行的过程中上顶压皮带与输送板链之间能够实时同步运行。如果上顶压皮带与输送板链同步性不好,设备运行的过程中容易出现瓶子倾倒,挤压,碎瓶等问题,会给生产厂家带来损失,影响产品的生产效率。
传统的保持同步的方法是反复调整顶压皮带和输送板链两个变频器的参数来实现上下同步,每次更换生产产品都需要对参数进行重现的调整,费时、费力给使用者带来极大的不便。还有的厂家使用机械结构实现同步,机械易损,使用寿命有限,维护更换也极不方便。
二、 客户需求
贴标行业的直线贴标机设备由输送板链、顶压皮带、分瓶器、理瓶器和三个标站组成,三个标站分别贴正标、背标、脖标,实现对全瓶身贴标的高贴标精度和高贴标速度需求。
为保证贴标时的平整度,防止褶皱情况出现,贴标的过程中要求标纸的张力要保持稳定,标站采用张力杆保证标纸张力。
负责贴脖标的标站可以进行功能切换,在进行直线贴标的时候脖标标站和其他两个标站配合,负责贴脖标单张标。如果设备切换到圆瓶定位或非定位贴标模式,脖标标站和橡胶辊配合贴正背一体标(正标和背标在一张标纸上),正标背标标站不工作。
由此,贴标机对精度要求较高,对自带玻璃LOGO的瓶子,要求贴标波动范围<1MM。对于XO的扁圆型瓶而言要求贴标波动范围更小。
这就对设备机械部分和电控部分的运行稳定性和对逻辑控制器的性能提出了更高的要求。如果在进行逻辑判断时扫描周期过长,不可避免会产生较大的贴标误差(同一个瓶子反复两次贴标,两次标签重合度的差值)。为了保证贴标的稳定性,应该尽量的减小扫描周期对逻辑程序的影响,使得每次触发的时机几乎相同,这样才有可能保证贴标的准确度,减小贴标误差。
除此之外,在贴标时,一张标签贴完后,后一张标要提前有个欲出标量,这不仅要求PLC在运行的时候稳定可靠,还要求伺服响应速度快。只有保证欲出标稳定,每次都能按照设定的脉冲量准确停止,每次触发贴标时时机准确,才能保证贴标精度满足客户要求的误差范围。
三、 系统设计原理及特点
基于此,英威腾推出IVC3可编程控制器结合Goodrive20系列经济型开环矢量变频器与DA180系列基础型交流伺服驱动器的方案。
3.1 系统方案介绍

电气方案拓扑图
基于IVC3的电气控制方案中用了四个伺服,分别用于顶压皮带、#1标站(正标标站),#2标站(背标标站),#3标站(脖标标站)。根据贴标工艺要求,在直线贴标时为了保证输送瓶子的稳定,顶压皮带运行时要与输送板链保持同步。为了保证标签的平整性,标站出标速度应该与板链的运行速度保持同步。
在圆瓶模式下贴标时,为保障标签的平整,标站出标速度与橡胶辊(用步进驱动)运行速度保持同步。为了实现标站与板链,标站与橡胶辊,顶压皮带与板链的同步要求,在方案中利用IVC3具有的电子齿轮/凸轮来实现同步功能。
四个变频器分别用于驱动板链、分瓶器、理瓶器、滚标四个部分运行。为了确保瓶子在进入顶压之前。瓶身不发生倾斜,理瓶器的运行速度也应该与板链运行速度保持同步。理瓶器变频器的运行频率通过板链变频器的运行输出频率给定,与板链的同步则是根据理瓶器与板链运行速度比通过调整理瓶器变频器模拟量输入的斜率来实现的。分瓶器和滚标的运行速度需要根据瓶距自行调整,采用电位器进行频率控制,方便客户操作。
系统逻辑中包含直线贴标的逻辑控制和圆瓶模式的逻辑控制,可以通过HMI画面中的功能按钮来实现直线贴标模式与圆瓶贴标模式的切换。
采用电子齿轮/凸轮的控制方案,在标站与板链的电子齿轮/凸轮功能触发后,可以通过对板链的点动操作,实现标站的点动。可以根据观察标签与瓶子刚开始贴合时的情况,对标站进行调整,极大的缩短标站的调试时间。
3.2 方案优势
1. 提升了设备整机的生产效率:采用IVC3运动控制系统化编程处理,直线模式下进行贴标时最大贴标速度为5000-5300瓶/小时,在圆瓶定位/非定位贴标时最大贴标速度为3000-4000瓶/小时,大大提高了生产效率。
2.优化程序及控制方式,大幅提升贴标精度,最大误差可控制在0.05mm内。
3.售后维护更简易,接线少,故障易排查。程序结构简洁,运动控制功能块省略了小型编程PLC的大量计算工作,方便客户的更改及维护。
四、结束语
基于电子齿轮/凸轮的控制方案,解决了客户顶压皮带与板链同步调整比较难的问题。保证了顶压皮带与板链运行的同步性。利用电子齿轮/凸轮保证标站与板链同步,提高了标签的平整性,提高了贴标的精度。
 首页
首页 电话
电话 邮箱
邮箱